Thép gân (vằn)
TIÊU CHUẨN VIỆT NAM - TCVN 1651 - 2 : 2018
ĐẶC TÍNH CƠ LÝ (Theo bảng 6 & 7, TCVN 1651 - 2 : 2018)
| Mác thép | Giới hạn chảy (N/mm2) |
Giới hạn đứt (N/mm2) |
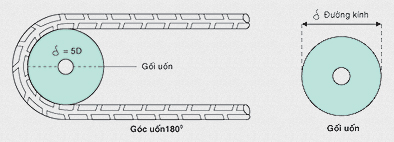
Độ giãn dài tương đối (%) | Uốn cong | |
| Góc uốn (o) |
Đường kính gối uốn (mm) |
||||
| CB300-V | 300 min | 450 min | 16 min | 180o |
3d (d ≤ 16) 6d (16<d ≤ 32)
7d (32< d ≤50)
|
| CB400-V | 400 min | 570 min | 14 min | 180o | 4d (d ≤ 16) 6d (16<d ≤ 32)
7d (32< d ≤50)
|
| CB500-V | 500 min | 650 min | 14 min | 180o | 5d (d ≤ 16) 6d (16<d ≤ 32)
7d (32< d ≤50)
|
CÁC CHỈ TIÊU VỀ TRỌNG LƯỢNG VÀ SỐ LƯỢNG
|
Tên sản phẩm
|
Đường kính danh nghĩa (mm) | Chiều dài m/cây |
Khối lượng/mét (kg/m) |
Khối lượng/cây (kg/cây) |
Số cây/bó | Khối lượng/bó (tấn) |
| D10 | 10 | 11,7 | 0,617 | 7,22 | 300 | 2,165 |
| D12 | 12 | 11,7 | 0,888 | 10,39 | 260 | 2,701 |
| D14 | 14 | 11,7 | 1,21 | 14,16 | 190 | 2,689 |
| D16 | 16 | 11,7 | 1,58 | 18,49 | 150 | 2,772 |
| D18 | 18 | 11,7 | 2,00 | 23,40 | 115 | 2,691 |
| D20 | 20 | 11,7 | 2,47 | 28,90 | 95 | 2,745 |
| D22 | 22 | 11,7 | 2,98 | 34,87 | 76 | 2,649 |
| D25 | 25 | 11,7 | 3,85 | 45,05 | 60 | 2,702 |
| D28 | 28 | 11,7 | 4,84 | 56,63 | 48 | 2,718 |
| D32 | 32 | 11,7 | 6,31 | 73,83 | 36 | 2,657 |
| D36 | 36 | 11,7 | 7,99 | 93,48 | 28 | 2,617 |
| D40 | 40 | 11,7 | 9,86 | 115,36 | 24 | 2,768 |
| D50 | 50 | 11,7 | 15,42 | 180,41 | 15 | 2,706 |
TIÊU CHUẨN CÔNG NGHIỆP NHẬT BẢN - JIS G 3112 : 2020
ĐẶC TÍNH CƠ LÝ (Theo bảng 3, JIS G 3112 : 2020)
| Mác thép | Giới hạn chảy (N/mm2) |
Giới hạn đứt (N/mm2) |
Số hiệu mẫu thử | Độ giãn dài tương đối (%) | Uốn cong | |
| Góc uốn (o) |
Bán kính gối uốn (mm) |
|||||
| SD 295 | 295 min | 440~600 | Số 2 | 16 min | 180o | R = 1,5 x d (d≤16) |
| Số 14A | 17 min | R = 2,0 x d (d>16) | ||||
| SD 390 | 390~510 | 560 min | Số 2 | 16 min | 180o | R = 2,5 x d |
| Số 14A | 17 min | |||||
| SD 490 | 490~625 | 620 min | Số 2 | 12 min | 90o | R = 2,0 x d |
| Số 14A | 13 min | |||||
Chú ý: Đối với thép gân có đường kính danh nghĩa lớn hơn 32mm, thì độ giãn dài tương đối theo bảng 3 sẽ giảm đi 2% khi đường kính danh nghĩa của thép gân tăng lên 3mm. Tuy nhiên, độ giảm này không quá 4%.
CÁC CHỈ TIÊU VỀ TRỌNG LƯỢNG VÀ SỐ LƯỢNG
|
Tên sản phẩm
|
Đường kính danh nghĩa (mm) | Khối lượng/mét (kg/m) |
Khoảng cách TB giữa 2 gân ngang (mm) | Độ cao gân ngang | Tổng bề rộng 2 gân dọc (mm) | |
| Min (mm) | Max (mm) | |||||
| D10 | 9,53 | 0,56 | 6,7 | 0,4 | 0,8 | 7,5 |
| D13 | 12,7 | 0,888 | 8,9 | 0,5 | 1 | 10 |
| D16 | 15,9 | 1,58 | 11,1 | 0,7 | 1,4 | 12,5 |
| D19 | 19,1 | 2,0 | 13,4 | 1 | 2 | 15 |
| D22 | 22,2 | 2,47 | 15,5 | 1,1 | 2,2 | 17,5 |
| D25 | 25,4 | 2,98 | 17,8 | 1,3 | 2,6 | 20 |
| D29 | 28,6 | 3,85 | 20 | 1,4 | 2,8 | 22,5 |
| D32 | 31,8 | 4,84 | 22,3 | 1,6 | 3,2 | 25 |
| D35 | 34,9 | 6,31 | 24,4 | 1,7 | 3,4 | 27,5 |
| D38 | 38,1 | 7,99 | 26,7 | 1,9 | 3,8 | 30 |
| D41 | 41,3 | 9,86 | 28,9 | 2,1 | 4,2 | 32,5 |
| D51 | 50,8 | 15,42 | 35,6 | 2,5 | 5 | 40 |
TIÊU CHUẨN ASTM A 615M - 20
ĐẶC TÍNH CƠ LÝ (Theo bảng 3, ASTM A 615M - 20)
|
Mác thép
|
Giới hạn chảy (N/mm2) |
Giới hạn đứt (N/mm2) |
Độ giãn dài tương đối (%) | Uốn cong | |
| Góc uốn (o) |
Đường kính gối uốn (mm) |
||||
| G 40 | 280 min | 420 min | 11 min (d≤10) | 180o | 3,5d (d≤16) 5d (d>16) |
| 12 min (d≥12) | |||||
| G 60 | 420 min | 550 min | 9 min (10≤d≤19) | 180o | 3,5d (d≤16) 5d (18≤d≤28) 7d (29≤d≤42) 9d (d≥43) |
| 8 min (20≤d≤28) | |||||
| 7 min (d≥29) | |||||
Ghi chú:
- Từ D43 trở lên thì chỉ thử uốn ở góc uốn 90o
- Cự ly thử kéo cho tất cả các kích cỡ sản phẩm là 200mm.
- 1 N/mm2 = 1 Mpa
- Vina Kyoei có thể sản xuất sản phẩm ASTM có kích thước theo hệ mét hay inch-pound
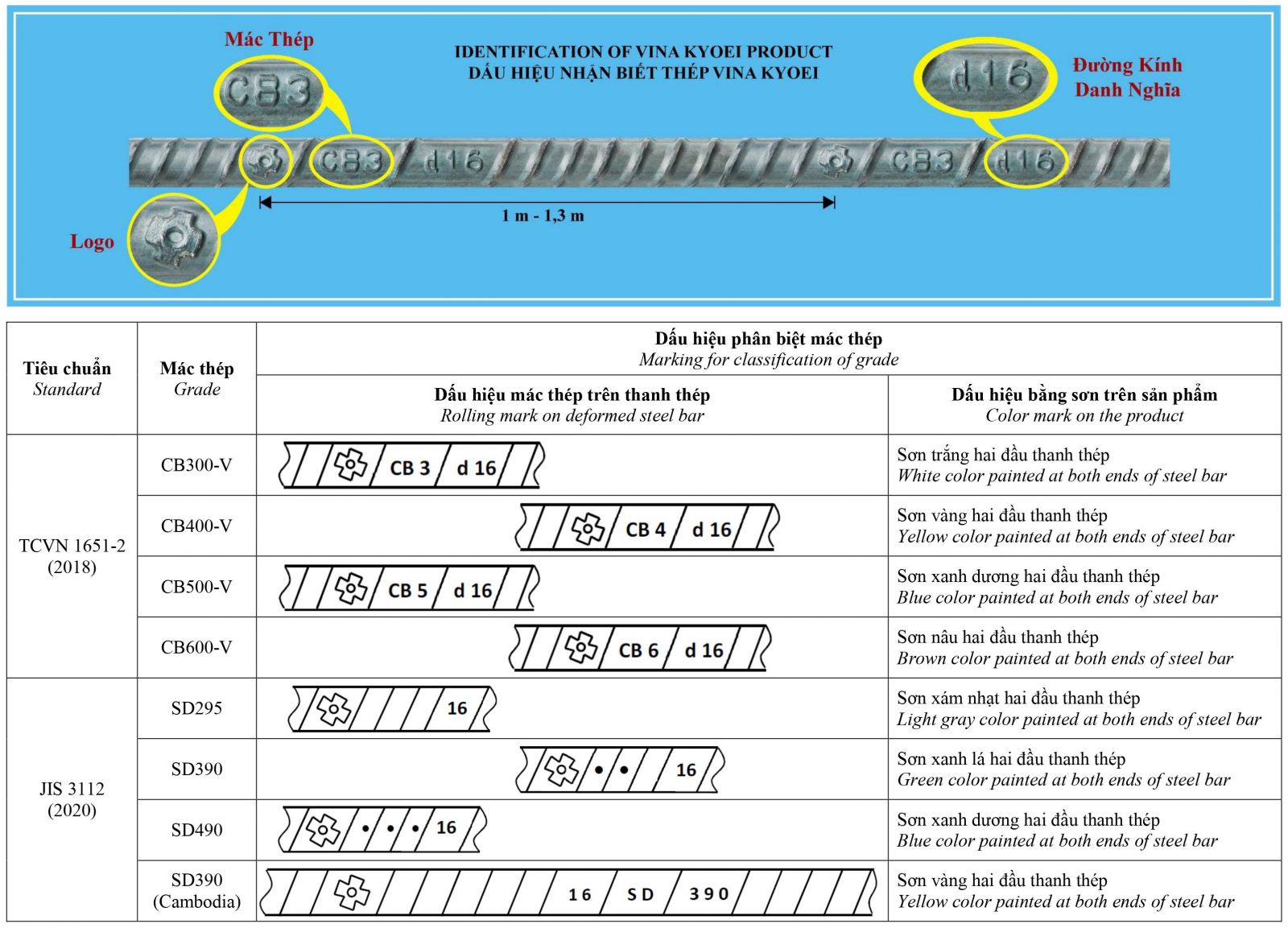
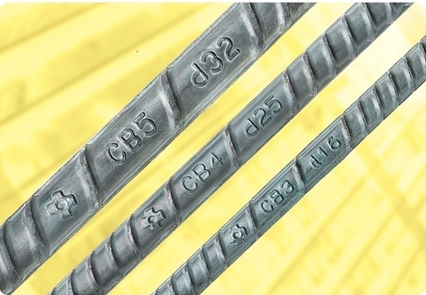
DẤU HIỆU NHẬN BIẾT
Để nhận biết đúng là thép gân của Vina Kyoei xin chú ý các điểm sau:
Trên thanh thép phải có: hình dấu thập nổi (hay còn gọi là "Hoa Mai"), chỉ số đường kính. Đặc biệt lưu ý: khoảng cách giữ hai "Hoa Mai" hay "chỉ số đường kính" liên tiếp nhau phải từ 1,0 m đến 1,3 m tuỳ đường kính trục cán (như hình minh hoạ).